The technical approaches for toughening epoxy resins include chemical and physical methods. Regarding the chemically reactive toughening (CRT)methods, this study employs reactive toughening agents and compares the toughening effects of several agents such as carboxyl-terminated polyether (CTPE), carboxyl-terminated polytetrahydrofuran (CTPF), carboxyl-terminated liquid butadiene nitrile rubber (CTBN), and core-shell polymers containing polybutadiene (CSP), on epoxy resins. These toughening agents are incorporated into the epoxy resin through chemical reactions or dispersion, forming flexible segments with impact resistance. During the curing process, micro-phase separation occurs, forming an island structure that absorbs energy under stress. At equivalent dosages, all toughening agents have a significant toughening effect on epoxy resin, with a notable improvement in impact resistance. Among them, CTPF and CTBN demonstrated particularly pronounced improvements, with the impact strength of CTPF-modified resin increasing by 257%. These agents form homogeneous phases in epoxy resin with minimal impact on transparency, making them viable options for transparent toughening. CTPE and CTPF lead to a decrease in thermal resistance, while CTBN and CSP have almost no effect on thermal resistance. CTPE and CTPF exhibited decreased volume resistivity due to enhanced impurity ion migration caused by flexible polyether segments. CSP improved electrical strength by reducing the effective carrier mobility of its structure. For the physical added thoughening (PAT) methods of toughening epoxy resin, this paper adopts the physical addition approach and compares the effects of special engineering plastics (SEP) such as polyetheretherketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), and polyphenylene sulfide (PPS) on the mechanical, thermal, and electrical properties of epoxy resin. The rigid and active group-containing SEP forms a difference phase during the curing process of epoxy resin, absorbing energy under stress, preventing the propagation of microcracks, and improving the mechanical properties of epoxy resin, including tensile, compressive, and impact strength. Due to the phase separation caused by the physical toughening method, there is significant light reflection and absorption loss, making it usually difficult to be used as a transparent toughening method. SEP has better heat resistance than epoxy resin, which is beneficial for enhancing the heat resistance of epoxy resin. During the curing process of epoxy, a strong intermolecular force is generated between SEP and epoxy resin, further enhancing the heat resistance of the modified epoxy resin. Adding SEP with better insulation performance can effectively improve the insulation performance of epoxy resin.
| Published in | American Journal of Materials Synthesis and Processing (Volume 10, Issue 2) |
| DOI | 10.11648/j.ajmsp.20251002.12 |
| Page(s) | 36-49 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Epoxy Resin, Chemically Reactive Toughening, Physically Added Toughening, Mechanical Properties, Thermal Performance, Electrical Performance, Optical Performance, Heat Resistance
Name | model | Composition and specification | Manufacture |
|---|---|---|---|
Epoxy Resin | 128R | epoxy equivalent: 190g/eq, Viscosity: 12000~15000 mPa·s (25°C) | Taiwan South Asia company |
Benzyl glycidyl ether | XY-692 | epoxy equivalent: 220g/eq, Viscosity: 2-8 mPa·s (25°C) | Anhui hengyuan new material co., Ltd. |
CTPE | 50A | viscosity: 10000~30000mPa·s (25°C) | China Bluestar Chengrand Co., Ltd. |
CTPF | 50F | viscosity: 10000~20000mPa·s (25°C) | China Bluestar Chengrand Co., Ltd. |
CTBN | 1300*6 | acrylonitrile conten 18% | Huntsman Corporation |
CSP | BPM-520 | melting point 132 ~ 149°C | Dow Inc. |
PEEK | 330UPF | density: 1.30 g/cm3, particle size: 900 mesh | Jilin Zhongyan Polymer Co., Ltd |
PI | PI-1 | density: 1.31 g/cm3 | Zigong Zhongtiansheng New Materials Technology Co., Ltd |
TPI | VAT001 | density: 1.33 g/cm3, Tg: 245°C | Wanrun Co., Ltd |
PPS | P-32 | density: 1.30 g/cm3, melt flow rate: 330g/10mi | Shandong Binhua Binyang Ranhua Co., Ltd |
Polyetheramine | EC-301 | active hydrogen equivalent: 61 g/eq, viscosity: 10 mPa·s (25°C) | BASF |
PMDA | - | purity: 98% | Shanghai McLean Biochemical Technology Co, Ltd |
Fumed silica | TS-720 | purity: 99% | CABOT Corp, USA |
Type | CRT-0 | CRT-1 | CRT-2 | CRT-3 | CRT-4 |
|---|---|---|---|---|---|
128R | 74 | 74 | 72 | 72 | 72 |
XY-692 | 9 | 9 | 9 | 9 | 9 |
KH560 | 1 | 1 | 1 | 1 | 1 |
CTPE | - | 18 | - | - | - |
CTPF | - | - | 18 | - | - |
CTBN | - | - | - | 18 | - |
CSP | - | - | - | - | 18 |
EC-301 | 30 | 30 | 30 | 30 | 30 |
SEP name | Model | Tg/℃ | melting temperature/℃ |
|---|---|---|---|
PEEK | 330UPF | ≥200 | 343-387 |
PI | PI-1 | ≥200 | 300-400 |
TPI | VAT001 | 245 | 260-450 |
PPS | P-32 | ≥200 | 280-380 |
Type | PAT-0 | PAT-1 | PAT-2 | PAT-3 | PAT-4 |
|---|---|---|---|---|---|
128R | 95 | 95 | 95 | 95 | 95 |
XY-692 | 5 | 5 | 5 | 5 | 5 |
TS-720 | 2 | 2 | 2 | 2 | 2 |
PEEK | - | 10 | - | - | - |
PI | - | - | 10 | - | - |
TPI | - | - | - | 10 | - |
PPS | - | - | - | - | 10 |
PMDA | 43 | 43 | 43 | 43 | 43 |
Sample | Appearance | Viscosity/mPa.s |
|---|---|---|
CRT-0 | Colorless and transparent | 1760 |
CRT-1 | Nearly colorless and transparent | 5040 |
CRT-2 | Nearly colorless and transparent | 4261 |
CRT-3 | Light yellow translucent | 29540 |
CRT-4 | Milky white and translucent | 17965 |
Sample | Appearance | Viscosity/mPa.s |
|---|---|---|
PAT-0 | Colorless and transparent | 7042 |
PAT -1 | Milky white and translucent | 8282 |
PAT -2 | Brownish-yellow translucent | 9322 |
PAT -3 | Orange-yellow opaque | 11163 |
PAT-4 | milky white and opaque | 22846 |
Sample | ρv/(Ω.cm) |
|---|---|
CRT-0 | 7.4*1015 |
CRT-1 | 7.5*1014 |
CRT-2 | 9.6*1014 |
CRT-3 | 1.5*1015 |
CRT-4 | 4.2*1015 |
Sample | ρv/(Ω.cm) |
|---|---|
PAT-0 | 6.53*1015 |
PAT-1 | 2.13*1016 |
PAT-2 | 3.39*1015 |
PAT-3 | 1.03*1016 |
PATT-4 | 9.89*1015 |
CTPE | Carboxyl-Terminated Polyether |
CTPF | Carboxyl-Terminated Polytetrahydrofuran |
CTBN | Carboxyl-Terminated Liquid Butadiene Nitrile Rubber |
CSP | Core-Shell Polymers Containing Polybutadiene |
SEP | Special Engineering Plastics |
PEEK | Polyether Ether Ketone |
PI | Polyimide |
TPI | Thermoplastic Polyimide |
PPS | Polyphenylene Sulfide |
CRT | Chemically Reactive Toughening |
PAT | Physically Added Toughening |
| [1] | Wang M Y, Yu S W, Zhao C J, et al. Modification of bisphenol A type epoxy resin by biobased magnolol epoxy [J]. High Performance Polymers, 2024, 36(8): 430-440. |
| [2] | Lv X Y, Wu S B, Zhao D Y. Preparation and performance of MWNTs/ epoxy resins composites [J]. Journal of Inorganic and Organometallic Polymers and Materials, 2024, 34(10): 1-10. |
| [3] | Yi R J, Ke J X, Zhou J W, et al. Preparation and evaluation of epoxy based material for high performance electronic packaging through the surface modification of fillers [J]. Journal of Macromolecular Science: Physics, 2025, 64(1): 66-87. |
| [4] | Shi W, Li J, Wang C Y, et al. Fabrication of polyurethane/polythiourethane core–shell microspheres via thiol-isocyanate click chemistry and their application in toughening epoxy resin [J]. Polymer Bulletin, 2025, 82(1): 1-24. |
| [5] | Liang D Y, Li X, Zhang Y X, et al. Preparation and properties analysis of CTBN/CeO2 co-toughened epoxy resin composites [J]. Polymer Composites, 2025, 46(4): 3480-3495. |
| [6] | Yasushi M, Masayuki N, Yoko M, et al. Statistical creep failure time prediction for UD-CFRP with heat resistant epoxy resin as matrix under tension load [J]. Materials System, 2022, 39(1): 33-38. |
| [7] | Fedoseev M S, Gusev V Y, Derzhavinskaya L F, et al. Heat-resistant epoxy polymers of anhydride curing [J]. Polymer Science - Series D, 2018, 11(1): 39-46. |
| [8] | Zhang P, Ding X, Wang Y Y, et al. Low-melting-point alloy continuous network construction in a polymer matrix for thermal conductivity and electromagnetic shielding enhancement [J]. ACS Applied Polymer Materials, 2019, 1(8): 2006-2014. |
| [9] | Wang Z D, Zhou Y H, Luo M, et al. Superior thermal transport and electrically insulating properties of epoxy composites with waxberry-like calcined alumina/poly diallyldimethylammonium chloride/diamond [J]. Composites Science and Technology, 2024, 248: 110440. |
| [10] | Neves R M, Ornaghi H L, Zattera A J, et al. Toughening epoxy resin with liquid rubber and its hybrid composites: A systematic review [J]. Journal of Polymer Research, 2022, 29(8): 340-355. |
| [11] | Bian X, Tuo R, Yang W, et al. Mechanical, thermal, and electrical properties of BN-epoxy composites modified with carboxyl-terminated butadiene nitrile liquid rubber [J]. Polymers, 2019, 11(10): 1548-1561. |
| [12] | Liu X F, Luo X, Liu B W, et al. Toughening epoxy resin using a liquid crystalline elastomer for versatile application [J]. ACS Applied Polymer Materials, 2019, 1(9): 2291-2301. |
| [13] | Tian K, Yang S, Ni J, et al. Enhanced thermal conductivity and mechanical toughness of the epoxy resin by incorporation of meso-gens without nano-fillers [J]. IEEE Access, 2021, 9: 31575-31580. |
| [14] | Bao Q R, Wang B W, Liu Y, et al. Epoxy resin flame retarded and toughed via flexible siloxane chain containing phosphaphenanthrene [J]. Polymer Degradation & Stability, 2020, 172(1): 109055. |
| [15] | Zhou W, Zuo J. Mechanical, thermal and electrical properties of epoxy modified with a reactive hydroxyl-terminated polystyrene-butadiene liquid rubber [J]. Journal of Reinforced Plastics and Composites, 2013, 32(18): 1359-1369. |
| [16] | Di C R, Yu J W, Wang B M, et al. Study of hybrid nanoparticles modified epoxy resin used in filament winding composite [J]. Materials, 2019, 12(23), 3853-3863. |
| [17] | Jung H S, Park Y, Nah C W, et al. Evaluation of the mechanical properties of polyether sulfone -toughened epoxy resin for carbon fiber composites [J]. Fibers and Polymers, 2021, 22(1): 184-195. |
| [18] | Zhou Jianwen, Huang Yizhou, Wang Hong, Huang Yi. Practical Technology of Toughening Epoxy Resin: Influence of Toughening Agents on Mechanical and Heat Properties. International Journal of Industrial and Manufacturing Systems Engineering. Special Issue: Manufacturing Strategy for Competitiveness. Vol. 4, No. 2, 2019, pp. 19-23. |
| [19] | Zhou Jianwen, Huang Yizhou, Wang Hong. Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin. American Journal of Materials Synthesis and Processing. Vol. 9, No. 1, pp. 10-22. |
APA Style
Jianwen, Z., Hong, W., Haiyan, L. (2025). Selection of Toughening Materials for Epoxy Resins and Discussion on Toughening Technology Approaches. American Journal of Materials Synthesis and Processing, 10(2), 36-49. https://doi.org/10.11648/j.ajmsp.20251002.12
ACS Style
Jianwen, Z.; Hong, W.; Haiyan, L. Selection of Toughening Materials for Epoxy Resins and Discussion on Toughening Technology Approaches. Am. J. Mater. Synth. Process. 2025, 10(2), 36-49. doi: 10.11648/j.ajmsp.20251002.12
AMA Style
Jianwen Z, Hong W, Haiyan L. Selection of Toughening Materials for Epoxy Resins and Discussion on Toughening Technology Approaches. Am J Mater Synth Process. 2025;10(2):36-49. doi: 10.11648/j.ajmsp.20251002.12
@article{10.11648/j.ajmsp.20251002.12,
author = {Zhou Jianwen and Wang Hong and Liu Haiyan},
title = {Selection of Toughening Materials for Epoxy Resins and Discussion on Toughening Technology Approaches},
journal = {American Journal of Materials Synthesis and Processing},
volume = {10},
number = {2},
pages = {36-49},
doi = {10.11648/j.ajmsp.20251002.12},
url = {https://doi.org/10.11648/j.ajmsp.20251002.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmsp.20251002.12},
abstract = {The technical approaches for toughening epoxy resins include chemical and physical methods. Regarding the chemically reactive toughening (CRT)methods, this study employs reactive toughening agents and compares the toughening effects of several agents such as carboxyl-terminated polyether (CTPE), carboxyl-terminated polytetrahydrofuran (CTPF), carboxyl-terminated liquid butadiene nitrile rubber (CTBN), and core-shell polymers containing polybutadiene (CSP), on epoxy resins. These toughening agents are incorporated into the epoxy resin through chemical reactions or dispersion, forming flexible segments with impact resistance. During the curing process, micro-phase separation occurs, forming an island structure that absorbs energy under stress. At equivalent dosages, all toughening agents have a significant toughening effect on epoxy resin, with a notable improvement in impact resistance. Among them, CTPF and CTBN demonstrated particularly pronounced improvements, with the impact strength of CTPF-modified resin increasing by 257%. These agents form homogeneous phases in epoxy resin with minimal impact on transparency, making them viable options for transparent toughening. CTPE and CTPF lead to a decrease in thermal resistance, while CTBN and CSP have almost no effect on thermal resistance. CTPE and CTPF exhibited decreased volume resistivity due to enhanced impurity ion migration caused by flexible polyether segments. CSP improved electrical strength by reducing the effective carrier mobility of its structure. For the physical added thoughening (PAT) methods of toughening epoxy resin, this paper adopts the physical addition approach and compares the effects of special engineering plastics (SEP) such as polyetheretherketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), and polyphenylene sulfide (PPS) on the mechanical, thermal, and electrical properties of epoxy resin. The rigid and active group-containing SEP forms a difference phase during the curing process of epoxy resin, absorbing energy under stress, preventing the propagation of microcracks, and improving the mechanical properties of epoxy resin, including tensile, compressive, and impact strength. Due to the phase separation caused by the physical toughening method, there is significant light reflection and absorption loss, making it usually difficult to be used as a transparent toughening method. SEP has better heat resistance than epoxy resin, which is beneficial for enhancing the heat resistance of epoxy resin. During the curing process of epoxy, a strong intermolecular force is generated between SEP and epoxy resin, further enhancing the heat resistance of the modified epoxy resin. Adding SEP with better insulation performance can effectively improve the insulation performance of epoxy resin.},
year = {2025}
}
TY - JOUR T1 - Selection of Toughening Materials for Epoxy Resins and Discussion on Toughening Technology Approaches AU - Zhou Jianwen AU - Wang Hong AU - Liu Haiyan Y1 - 2025/12/17 PY - 2025 N1 - https://doi.org/10.11648/j.ajmsp.20251002.12 DO - 10.11648/j.ajmsp.20251002.12 T2 - American Journal of Materials Synthesis and Processing JF - American Journal of Materials Synthesis and Processing JO - American Journal of Materials Synthesis and Processing SP - 36 EP - 49 PB - Science Publishing Group SN - 2575-1530 UR - https://doi.org/10.11648/j.ajmsp.20251002.12 AB - The technical approaches for toughening epoxy resins include chemical and physical methods. Regarding the chemically reactive toughening (CRT)methods, this study employs reactive toughening agents and compares the toughening effects of several agents such as carboxyl-terminated polyether (CTPE), carboxyl-terminated polytetrahydrofuran (CTPF), carboxyl-terminated liquid butadiene nitrile rubber (CTBN), and core-shell polymers containing polybutadiene (CSP), on epoxy resins. These toughening agents are incorporated into the epoxy resin through chemical reactions or dispersion, forming flexible segments with impact resistance. During the curing process, micro-phase separation occurs, forming an island structure that absorbs energy under stress. At equivalent dosages, all toughening agents have a significant toughening effect on epoxy resin, with a notable improvement in impact resistance. Among them, CTPF and CTBN demonstrated particularly pronounced improvements, with the impact strength of CTPF-modified resin increasing by 257%. These agents form homogeneous phases in epoxy resin with minimal impact on transparency, making them viable options for transparent toughening. CTPE and CTPF lead to a decrease in thermal resistance, while CTBN and CSP have almost no effect on thermal resistance. CTPE and CTPF exhibited decreased volume resistivity due to enhanced impurity ion migration caused by flexible polyether segments. CSP improved electrical strength by reducing the effective carrier mobility of its structure. For the physical added thoughening (PAT) methods of toughening epoxy resin, this paper adopts the physical addition approach and compares the effects of special engineering plastics (SEP) such as polyetheretherketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), and polyphenylene sulfide (PPS) on the mechanical, thermal, and electrical properties of epoxy resin. The rigid and active group-containing SEP forms a difference phase during the curing process of epoxy resin, absorbing energy under stress, preventing the propagation of microcracks, and improving the mechanical properties of epoxy resin, including tensile, compressive, and impact strength. Due to the phase separation caused by the physical toughening method, there is significant light reflection and absorption loss, making it usually difficult to be used as a transparent toughening method. SEP has better heat resistance than epoxy resin, which is beneficial for enhancing the heat resistance of epoxy resin. During the curing process of epoxy, a strong intermolecular force is generated between SEP and epoxy resin, further enhancing the heat resistance of the modified epoxy resin. Adding SEP with better insulation performance can effectively improve the insulation performance of epoxy resin. VL - 10 IS - 2 ER -
China Bluestar Chengrand Co., Ltd., Chengdu, China
China Bluestar Chengrand Co., Ltd., Chengdu, China
Chengrand Chemical Research and Design Institute Co., Ltd., Chengdu, China
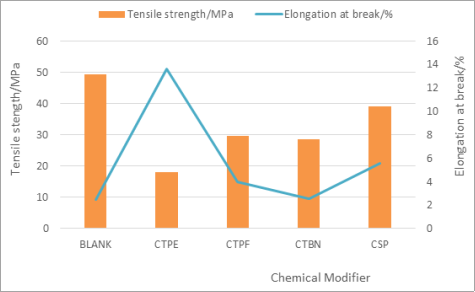
Figure 1. Effect of Reactive Toughening Agents on Tensile Properties.
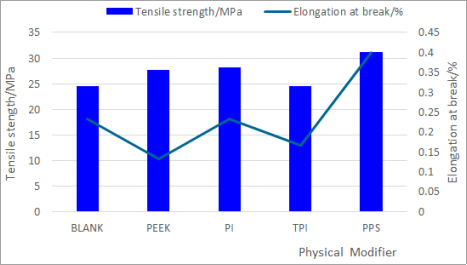
Figure 2. Effect of Physically Added Toughening Agents on Tensile Properties.
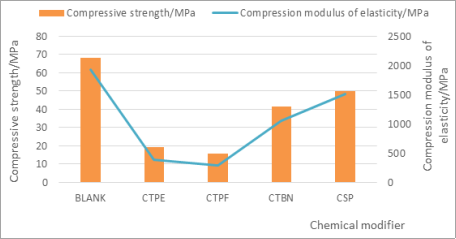
Figure 3. Effect of Reactive Toughening Agents on Compression Properties.
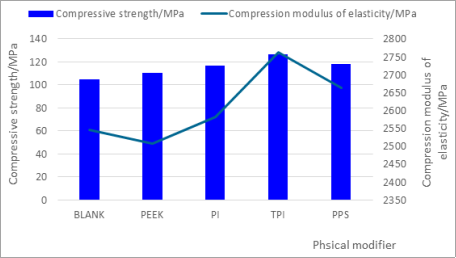
Figure 4. Effect of Physically Added Toughening Agents on Compression Properties.
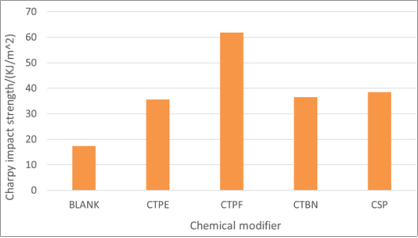
Figure 5. Effect of Reactive Toughening Agents on Impact Strength.
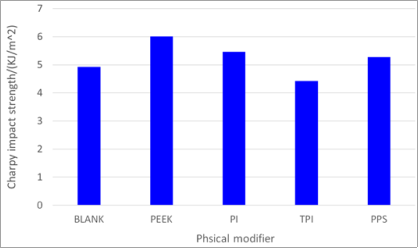
Figure 6. Effect of Physically Added Toughening Agents on Impact Strength.
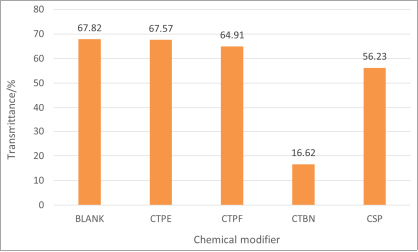
Figure 7. Effect of Reactive Toughening Agents on Light Transmittance.
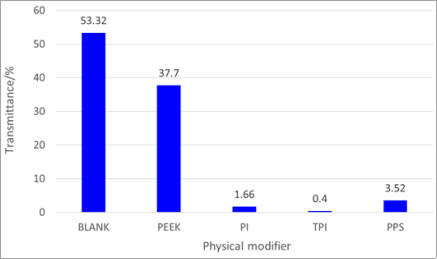
Figure 8. Effect of Physically Added Toughening Agents on Light Transmittance.
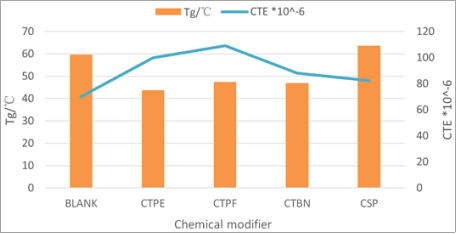
Figure 9. Effect of Reactive Toughening Agents on Tg and CTE.
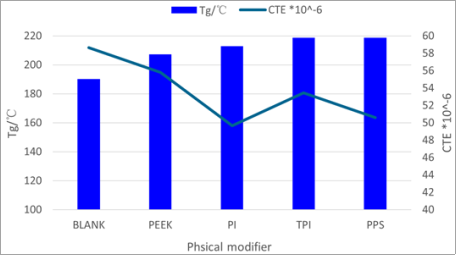
Figure 10. Effect of Physically Added Toughening Agents on Tg and CTE.
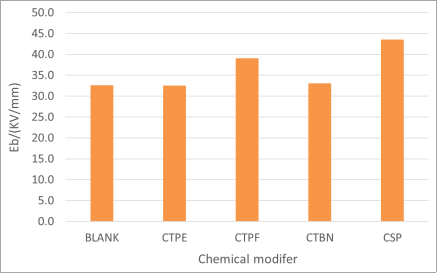
Figure 11. Effect of Reactive Toughening Agents on Electrical Strength.
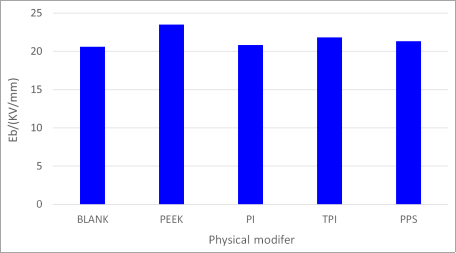
Figure 12. Effect of Physically Added Toughening Agents on Electrical Strength.

